


皮带机滚筒的结构组成以及主要焊接工艺介绍
来源:康硕输送带生产厂家发表时间:2021-05-22
皮带机构造特性及使用期等直接危害着煤矿公司的生产率和制造安全系数,滚桶做为皮带输送机上关键构成,其构造需考虑长时间负荷、高运行、高扭距等应用要求,滚桶中各部位焊接的电焊焊接品质立即危害着皮带输送机的性能指标。因而,必须对皮带输送机滚桶的焊接方法全过程开展科学研究。

1、皮带机及滚筒构造构成
皮带输送机又被称作皮带运输机,现阶段,媒矿制造行业中常见的方式有便携式和移动式,关键包括了输送皮带、滚筒、支撑架、电动机等构件构成,具备构造简易、运输高效率、运输稳定、返修率低、噪音低、实际操作便捷等优势,其电动机的驱动器方法主要包含电滚筒驱动器和减速机驱动器。
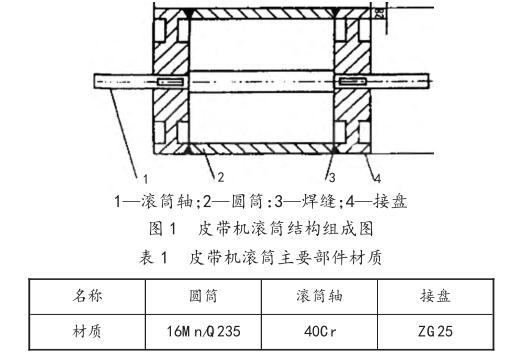
滚筒做为皮带输送机的关键构成构件,根据本身旋转保持了输送皮带的运输功效,其生产制造构造品质立即危害着皮带输送机的运输实际效果和运作安全性。按构造构成来分,滚桶可分成改向滚简何传动滚筒,其构造关键由滚筒轴、接手及圆桶等构成,在其中,圆桶关键根据钢钣金件卷缩而成,接手选用传统式铸铁件构造。滚桶的构造(见图1)和现阶段运用比较广泛的原材料,如表1图示。
2、皮带机滚筒电焊焊接解析
在滚桶加工过程中,滚筒轴根据平键与接手开展联接,接手与圆桶选用电焊焊接方法联接,驱动器电动机根据輸出轴将驱动力传送至滚筒轴,进而推动滚桶总体的旋转。在其中,接手和圆桶中间的焊接方法和电焊焊接品质变成滚桶中的首要条件。对于此电焊焊接位置选用传统式的电焊焊接方法常常造成焊接产生缝隙、裂开等状况。
而参照有关规范规定,焊接的电焊焊接品质级别需考虑GB/T8110-2008《汽体维护电弧焊接用碳素结构钢、高合金钢焊条》规范围,若选用电弧焊,极将会造成电焊焊接位置出現烧穿状况。依据图1图示,各核心部件务必另外开展装配线,那样会造成在电焊焊接时,电焊焊接只有在两侧开展单双面焊,并且装配线的內部部位没法开展电焊焊接。另外,在焊接方法设计方案全过程中,只有在焊接里侧不用垫块状况下,选用单双面焊的方法对接手和圆桶开展电焊焊接,并规定一次性电焊焊接及格,以确保其超过焊接探伤标准。
3、滚筒焊接方法的明确
3.1焊接的清除
因为钢件上存有的金属材料成份、机构、碎金属材料等,将对焊接的电焊焊接品质导致很大危害,为确保焊接的电焊焊接品质,必须对接焊前、焊后时钢件上的金属材料成份开展防锈处理、去空气氧化皮、除毛边和焊穿等表层清除,可根据角磨机、磨光机、风铲等专用工具相互配合清渣剂开展清除,确保在电焊焊接全过程中焊接的电焊焊接品质。
3.2焊材的明确
融合工程项目具体,滚简的简皮一般采用Q235原材料,接手一般选用ZG25型原材料,因而,所采用焊材材料需与钢件材料非常,以考虑焊后焊接的电焊焊接品质。在电焊焊接全过程中,焊接的抗压强度需低于钢件的本身抗压强度,若焊接抗压强度过高,将造成焊接的塑性变形和粘聚性等特性出現降低发展趋势,危害着电焊焊接构造的可信性和安全系数田。另外,对于电焊焊接方法选用了全自动电弧焊方法开展电焊焊接,具备电焊焊接品质高、电焊焊接高效率好、劳动者标准优质特性。因而,电焊焊接需要的焊条采用HO8B型号直徑为4.5mm的实芯焊条,并根据H431助焊剂开展相互配合,为此确保电焊焊接全过程中焊接具备优良的脱氨特性,使其考虑电焊焊接构造抗压强度规定。
3.3加工工艺主要参数的明确
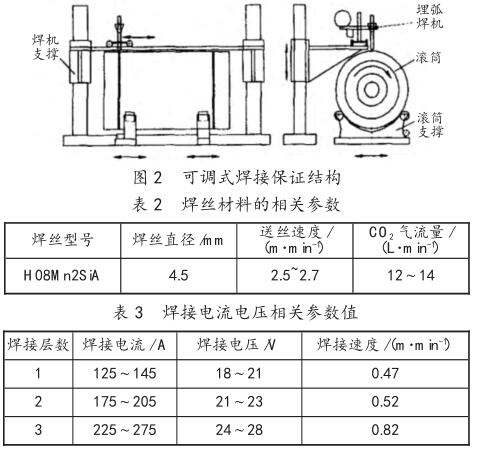
依据焊材,明确了此电焊焊接时的焊缝方式为直缝焊接焊缝,如图所示2图示。融合电焊焊接薄厚、钢件材料及焊缝方式,明确了焊条原材料的有关主要参数及对于不一样电焊焊接叠加层数所明确的电焊焊接电流强度值,其值如表2、表3图示。
3.4电焊焊接设备的挑选
在电焊焊接设备挑选时,融合实际操作安全性,规定选定电焊焊接设备需考虑:机器设备电缆线无裂开、短路故障状况,能一切正常运作。所采用自动焊机主要包含二保焊机、焊机、开关电源、焊条等。为确保皮带输送机滚桶在电焊焊接全过程里能恰当、迅速进行电焊焊接工作,设计方案了一套二保焊机可调式的确保构造,该系统软件上将二保焊机可依据不一样规格型号的滚桶开展上下挪动调整,具备实用性强,实际操作灵便等特性,可考虑多种多样滚桶的电焊焊接要求。
3.5焊后品质保证
因为滚桶在电焊焊接前早已开展了原材料的热处理,因而,在钢件电焊焊接后,可选用远红外加热器对重要焊接的部分地区开展焊后淬火解决,以清除焊接的内应力圆。钢件电焊焊接后,需对其电焊焊接外型的品质开展焊接检测,并参考有关规范规定,对重要地区的焊接开展超声探伤仪检验,对于有缺点的焊接,需开展打磨抛光摘除后再次开展电焊焊接,并开展再度查验探伤检测,确保全部的焊接品质都能考虑电焊焊接规定。
4、依据
设计方案一套二保焊机可调式的确保构造,需确立焊接的清除规定,明确焊材与焊接工艺值,并对于焊后焊接品质,需开展焊接的内应力的清除、焊接外型检测和超声探伤仪检验、缺点焊接的再次电焊焊接与再度查验探伤检测加工工艺,以确保电焊焊接品质,增加皮带输送机滚桶的使用期。

