


膜片联轴器的装配方法详解
来源:康硕输送带生产厂家发表时间:2021-05-22
膜片联轴器具有一定的补偿性能和缓冲性能,同时具有维护方便、质量小、对环境适应性强的特点,广泛用于各种机械装置的轴系传动。膜片联轴器主要由金属膜片以及轴套构成,装配的重点是轴套的安装,以及轴套的对中找正。根据设备运行参数及使用条件,要求联轴器两轴套的的对中偏差不大于0.02mm。

联轴器的装配
装配前准备
准备好装配所需要的操作工具、央具、量具等,对涉及到重要尺寸的量具进行必要的检验。按需要制作工装,如安装轴套时需用导套;有间隔轴的联轴器,对中时需用联接工装等。检查联轴器各构件、配件是否完整,表面是否有碰伤、划痕、锈蚀等缺陷,对零件的装配面进行尺寸的确认,零部件表面若有杂质,需进行清理。
轴套的安装
在实际操作中,一般将轴套装入轴后,再安装电机与齿轮箱。轴套与轴的装配方法由配合间隙确定:
(1)轴与孔为间隙配合,采用直接安装,用橡胶或木质椰头轻击轴套凸缘;
(2轴与孔为过渡配合,可以采用压入装配法;
(3)轴与孔为过盈配合,则需采用热套装配法。
对中找正
本例中,我们以电机作为固定机器,齿轮箱为可移动机器。先安装电机,通过在地脚位置加铜片或钢片调整轴套中心位置的水平,固定好之后安装齿轮箱,以电机端的轴套中心为基准,调整齿轮箱。一般情况下,两轴中心一次对中的现象极少,为了方便调整,减少工作量,我们将齿轮箱的安装位置略低于电机(以满足装配偏差为准)。
测量联轴器轴套偏差的方法有多种,根据测量工具的不同大致分为四类:
a.角尺和塞尺测量。此种方法操作简单,但精度不高,对中误差较大,适用于转速较低,对中要求不高的联轴器的安装测量。
b.中心卡(对轮卡)测量。操作简单,测量精度相对较高,对于对中精度要求一般的机械装置较为适用。
c.百分表测量。测量精度大大提高,但操作与计算较为复杂,目前应用较为广泛。
d.对中仪测量。操作简单,可自行计算,精度极高,但是成本略高,适用于精度要求高、生产量大的设备。
根据传递的转速、扭矩以及设备的使用情况,本例中选用中心卡(对轮卡)测量法对联轴器进行对中找正,其偏差值最终可控制在0.02mm以内。中心卡形式有多种,根据联轴器的结构特点自行加工,需注意的是,对于影响对中结果的尺寸及相对位置,应该严格控制。
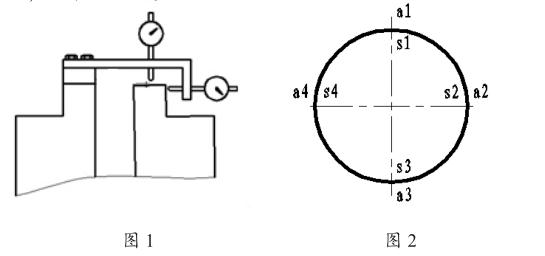
将中心卡如图1固定好,从最高点开始顺着轴套正转的方向每90°依次标记1、2、3、4,用百分表或塞尺依次测量各标记位置的轴向偏差s、径向偏差a并记录,如图2。
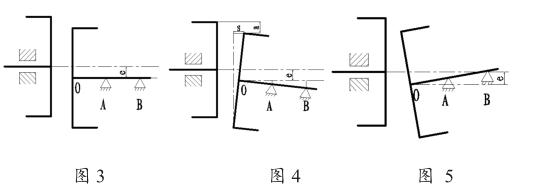
偏差分析及调整
通过分析可以确定,两轴套相对位置整的来说存在两种情况,一是轴心线平行,如图3;二是轴心线相交,如图4、图5。
膜片装配
拆下工装,将膜片等零件装入两轴套之间,用螺栓紧固,按规定力矩拧紧。盘动机组,转动自由。
装配完成后,按要求对影响设备整体性能的重要尺寸以及与其他零部件装配相关的尺寸进行检验。
结束语
本文介绍了多种装配方法,同时结合实际操作重点描述了轴套的装配过程以及两轴套的对中找正过程,此装配过程适用于转速不高,载荷较低,工作运行时间较短的设备。
上一篇: 皮带输送机安装流程和注意事项
下一篇: 皮带输送机常见故障有哪些?

